//工作笔记//$格林美(SZ002340)$ $天奇股份(SZ002009)$
电池再利用主要包括梯级利用和资源再生利用。梯级利用是将容量下降到80%以下的车用动力电池改造,利用到储能(电网调峰调频、削峰填谷、风光储能、铁塔基站)及低速电动车领域。资源再生利用是对已经报废的动力电池进行破碎、拆解和冶炼等,实现镍钴锂等资源的回收利用。三元锂电池镍钴锰等贵金属含量较高,因此三元锂电池多是采用拆解回收再利用。磷酸铁锂电池再生价值较低,但使用寿命长,所以其梯次利用价值相对较高。
一、产业链
动力电池回收产业链包括所有的电池应用端、回收渠道、网络、梯次利用、预处理、材料再利用等多个环节。根据国家规定,动力电池容量衰减至额定容量的80%以下,就面临退役、被强制回收。目前动力电池回收主要有两条路径,一是对符合能量衰减程度的退役电池(电池容量为20%-80%)进行梯次利用,二是对无法进行梯次利用的电池(电池容量不足20%)进行拆解回收。
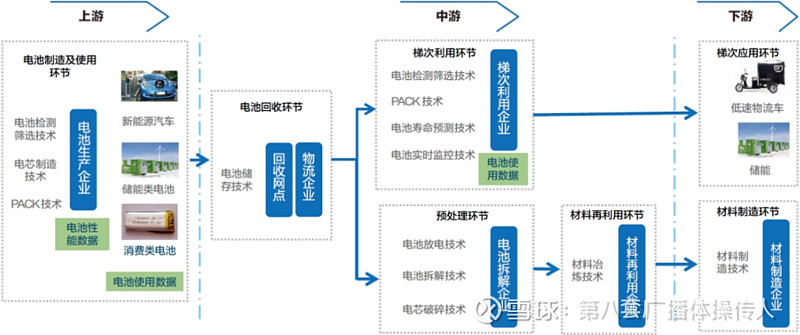
图1 动力电池回收产业链
(资料来源:《中国动力电池回收产业链亟待破题》、国信证券研报)
二、市场概况
(一)动力电池总退役量快速增长。近年来,我国新能源汽车市场快速扩张,新能源汽车产销量一直延续着高增长的态势,新能源汽车动力电池装机容量相应快速增长。动力电池存在着使用衰减的现象,所以当电池容量衰减为初始能力的60%~80%的区间时,动力电池便需要“退役”并更换。当前市场上的大量动力电池于2014年前后投入使用,而动力电池的使用寿命一般为2~6年(三元电池为2~4年,磷酸铁锂电池为4~6年),因此在2019年,第一波动力电池开始规模化退役。根据测算,预计2030年我国动力电池总退役量将有望达到380.3GWh,2021-2030年十年CAGR为48.9%。从发展阶段来看,行业当下正处于十年长景气周期的起跑点,未来发展前景可观。
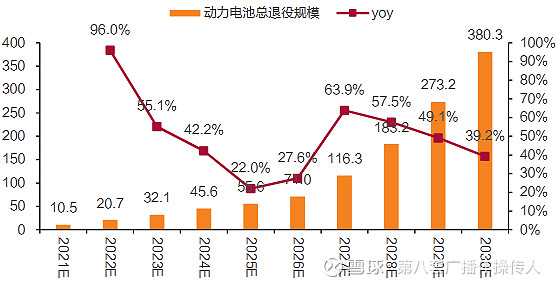
图2 2021-2030年动力电池总退役量预测(GWh)
(资料来源:中国汽车动力电池产业创新联盟,弗若斯特沙利文)
(二)市场容量测算。中观假设下2030年锂电池回收市场规模将达1548亿元,呈现先三元后磷酸铁锂的市场空间释放节奏,其中退役动力三元电池、退役动力磷酸铁锂电池和废料边角料将分别占比31%、45%和13%。由于磷酸铁锂电池经过梯次利用后报废周期相对较长,近十年内将呈现先三元后磷酸铁锂的市场空间释放节奏。
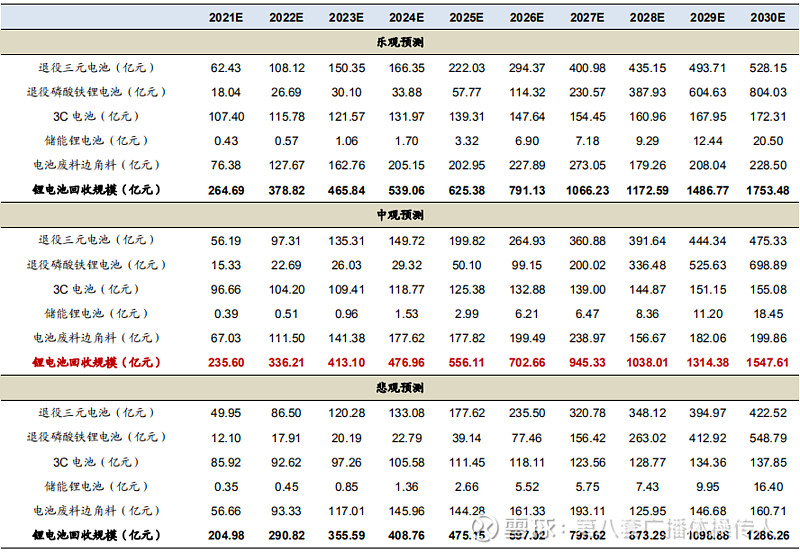
图3 锂电池回收市场规模测算
(资料来源:广发证券发展研究中心)
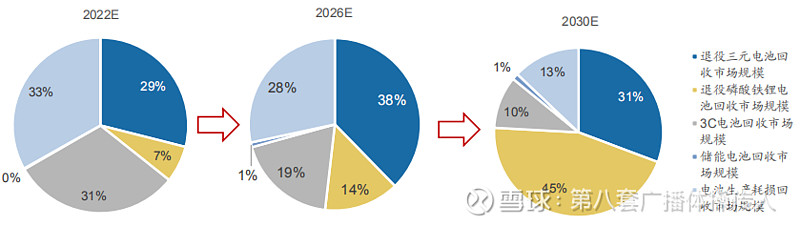
图4 锂电回收市场细分市场空间释放节奏
(资料来源:广发证券发展研究中心)
根据《中国废旧锂离子电池回收拆解与梯次利用行业发展白皮书(2022年)》预测,2022年中国废旧锂电池理论回收量达76.2万吨,2021-2025年CAGR达33%。
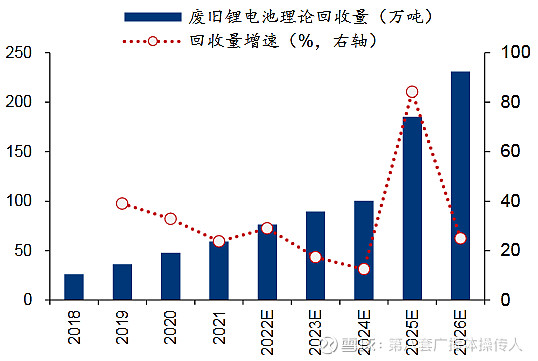
图5 废旧锂电池回收量测算
(资料来源:EVtank)
三、行业概况
(一)竞争格局
1.邦普循环
宁德时代控股子公司邦普循环早在2008年就创造性地提出“上下游”回收结合的概念,在政府引导下首创了中国废旧电池回收体系。截至2022年3月,邦普已在全国范围内设置131个回收网点,这些网点直接对接车企销售售后服务网络,从而可以部分解决车企回收网点的短板。在资源回收技术上,邦普对废锂电池进行破碎、热解、粉碎及反复筛分磁选等全自动化预处理后得到含镍、钴的精料,然后经过一系列化学除杂等工艺生成特定形状的三元材料前驱体(镍氢锰氢氧化物)。而三元前驱体与碳酸锂按一定比例配比均匀混合,在氧气氛围下,进行分段程序升温热处理,控制烧结温度和时间,从而得到镍钴锰酸锂材料。宁德时代通过布局正极材料业务,为未来在材料层面的成本降低提供了空间。
2.华友循环
华友钴业在加码上游资源布局、购买矿产资源的同时,布局其下游的回收产业,可以潜在地拓宽其在钴资源领域原料供应的渠道,保证资源供应稳定与成本稳定。“华友钴业”拥有全资子公司——“浙江华友循环科技有限公司”。
华友循环在2018年被浙江省经信委举荐为省新能源汽车动力蓄电池回收利用试点工作牵头单位,主要任务为回收拆解网点建设、环保拆解线研发等。华友循环2018年投产的再生利用专用生产线,已实现年处理退役动力蓄电池64680吨,每年可综合回收钴5783吨(金属量)、镍9432吨(金属量)、锂2050吨(金属量)以及锰、铜箔、铝箔等有价元素。
3.格林美
格林美公司通过整合资源、加强产业间合作,积累了动力电池再生产业上的技术优势、规模优势。格林美大力发展“电池回收——原料再造——材料再造——电池包再造——新能源汽车服务”新能源全生命周期价值链。公司联合北汽、比亚迪、三星等国内外知名企业,开启汽车厂牵头、电池厂参与、回收企业承办的社会责任大循环体系,实现全生命周期价值链模式的落地实施。同时,公司先后与280多家车企、电池企业签订了车用电池回收处理协议。
(二)产业政策
2016年12月,工信部发布《新能源汽车动力蓄电池回收利用管理暂行办法》(征求意见稿),明确了汽车生产企业承担动力蓄电池回收利用主体责任。生产者责任延伸制度(EPR)是指将生产者的责任延伸到产品的整个生命周期,特别是产品消费后的回收处理与再生利用阶段,要求生产者在产品全生命周期担责,把生产和回收串联起来,提升回收利用率。
2018年7月,工信部、科技部等七部门联合印发《关于做好新能源汽车动力蓄电池回收利用试点工作的通知》,决定在京津冀地区、山西、上海、江苏、浙江、安徽、广东等17个地区及中国铁塔开展新能源汽车动力蓄电池回收利用试点工作,并确定各试点地区相应的目标任务,这有助于建立相对集中、跨区联动的回收体系。随着相关政策的陆续出台,动力电池回收体系也将加速完善。动力电池回收试点工作的开展,标志着我国动力电池回收进入大规模实施阶段。
2020年7月,工信部发布《2020年工作节能与综合利用工作要点》,要求推动新能源汽车动力蓄电池回收利用体系建设;深入开展试点工作,加快探索推广技术经济性强、环境友好的回收利用市场化模式,培育一批动力蓄电池回收利用骨干企业;研究制定《新能源汽车动力蓄电池梯次利用管理办法》,建立梯次利用产品评价机制;依托“新能源汽车国家监测与动力蓄电池回收利用溯源综合管理平台”,健全法规,督促企业加快履行溯源和回收责任。动力电池回收体系的评价机制及法律法规的完善,标志着我国动力电池回收体系框架正在日趋成熟。
(三)行业准入
我国第三方综合利用企业多为中小型企业以及大量“作坊式”的拆解厂,这些小作坊环保成本较小,也不受太多法律法规限制,回收成本低,相较正规企业能够给出更高的回收价格,因此大部分废旧电池流向了非正规市场。为了引导行业健康发展,2019年12月,工信部出台了《新能源汽车废旧动力蓄电池综合利用行业规范条件》(2019年本),《规范条件》对收率提出了明确要求,其中,镍、钴、锰的综合回收率应不低于98%,锂的回收率不低于85%。而不少“小作坊”的回收率只有50%,甚至不到50%,根据高工锂电数据,2018-2020年,“白名单”企业仅回收到了不到20%的退役电池,《规范条件》的出台能够促进回收市场优胜劣汰。

图6 电池回收白名单企业家数
(资料来源:信达证券)
(四)技术路径
1.梯次利用技术
梯次利用技术难点方面,第一点在于对退役动力电池“健康状况”的检测问题。在新能源汽车上长时间使用后,动力电池的内部状况是一个黑箱,难以检测电池内部所发生的变化,无法保证每一节退役动力电池的质量都能够支持系统运行。因此,对于电池物理、化学变化的更深层次研究以及更好地实现模组化动力电池梯级利用,对梯级利用规模化是至关重要的。第二点在于动力电池设计的差异化导致将动力电池组成模块并实现梯级利用的成本较高。目前市场上动力电池的型号差异化较大,如果将不同型号的电池组成模组以供梯级利用,需要对其进行拆解,得到电芯,这一方面增加成本,另一方面在拆解电芯的过程中会对电芯造成一定程度的破坏。此外,不同型号的动力电池的电压模组可能不匹配,如有些电池厂商的动力电池为了匹配特定新能源汽车会选择32伏、36伏等不规则电压,在梯级利用时,必须经过拆解成单体电芯的过程。因此,为了避免因型号不一带来的筛选、配组、加工的成本,需要在动力电池设计的时候便将后续梯级利用的可能性考虑进去,形成通用标准。
2.再生利用技术
拆解回收过程包括预处理和后续处理两个阶段:预处理过程首先需要彻底放电,然后对电池进行拆解,以分离出正极、负极、电解液和隔膜等各组成部分。后续处理环节是对拆解后的各类废料中的高价值组分进行回收,开展材料再造或修复。综合利用各种方法对金属材料进行回收,金属的回收率和纯度基本均可达到90%。
拆解回收工艺流程有三大技术,分别为物理法、火法和湿法。目前国内回收代表性企业格林美、邦普普遍以湿法工艺为主,并与火法工艺相结合。
(1)物理法回收技术:将废旧动力电池内部成分,如电极活性物质、集流体和电池外壳等组分经过破碎、过筛、磁选分离、精细粉碎和分类等一系列手段,得到有价值产物,然后再进行下一步回收。
优点是操作简单,但不能完全对锂电池进行组分分离,并在物理操作过程中,难以对电池中的金属材料进行有效回收。目前赛德美、瑞科美拥有独创的材料修复工艺、电解液和隔膜回收工艺,做到业内较高水平。
(2)火法回收技术:首先需要对电池进行自动放电和分类,通过振动筛选和磁选分离金属外壳和电极材料部分,将经过物理破碎的电极材料部分放入干电弧炉内高温焙烧,将有机粘合剂、电解液和含碳有机物去除,从而分离锂电池的组成材料。炭和有机物将被高温燃烧掉,燃烧时会产生还原气体,对电极内金属元素具有保护作用,最终经筛选得到含有金属和金属氧化物的细粉状材料。
优点在于操作工艺简单,在高温条件下反应迅速,效率比较高,能够除去残留的粘合剂,适应于处理大量或者结构较为复杂的电池;但缺点在于能耗大,在处理过程中容易产生有害气体,污染物处理成本高。
(3)湿法回收技术:我国大部分企业采用,并且通常要结合火法。具体工艺为:1)预处理,这个过程中涉及到火法;2)浸出:将电极材料溶于酸碱溶液中,萃取出部分有价值金属元素,可直接酸浸或者酸碱两步浸出;3)提取:将浸出的各种有价金属分离,分别回收。常用的有萃取法、沉淀法或电沉积等手段提取出剩余有价值金属。
湿法回收由于回收率高、产品纯度较高、能耗较低从而成为主流技术,但其工艺流程较长,且处理过程中需要加入盐酸等腐蚀性溶液,污染治理成本较高。
三种方法的核心区别在于提取金属的关键工艺不同。企业在回收过程中三种方法都有涉及,但主要的差异点在于核心工艺:物理法核心工艺为粉碎筛选后进行材料修复,是比较纯粹的物理过程;火法核心工艺是高温热解,从而得到金属氧化物;湿法核心工艺是对电极粉加入化学试剂浸出和提取,从而提取金属。
(五)现有回收模式
现有回收模式主要有产业联盟回收、第三方回收和生产者自主回收。
产业联盟模式下企业各司其职,可快速启动。产业联盟由行业内的动力电池生产商、电动汽车生产商或电池租赁公司组成,并共同出资设立专门回收组织,负责动力电池的回收。产业联盟对于系统建设投入很低并可快速启动,由于负责各个环节的企业先前已经在相关领域有所布局,因此在回收环节额外投入的财力物力相对较少,为快速建立回收网络并进行运转提供了可能。
第三方回收模式由第三方机构提供解决方案。机构为顾客提供从收集、贮存、运输到终端处理、法律文件的系统性解决方案,从而帮助企业实现生产者责任延伸,通过企业加入会员或赞助等方式维持第三方机构的运转。这种模式不仅包含传统4S店,还包括大小经销商与商店,从而使新能源汽车动力电池收集难度大大降低,提升回收参与率与收集效果。产业联盟模式与第三方回收模式最显著的差异在于企业对接的对象,前者企业对接对象是一体化的第三方联盟,后者不同企业可能选择对接不同的综合利用企业。
自主回收模式要求生产商布局全产业链。该模式要求企业在电池制造、销售、回收的上中下游都有布局,回收端的信息可以反馈到制造端,通过自反馈机制迅速发现问题并进行产品升级,对企业推出更具创新性与竞争力的产品有直接帮助。自主回收模式最大的问题在于初期布局实施艰难。全产业链的布局需要上中下游的核心技术,并且需要大量的资金投入,对企业自身是极大的挑战,而汽车产业布局的相关企业在专业性上同传统企业有较大劣势,并且其处理能力与自身产量可能存在出入,难以在短期内实现规模效应。